| 对PCB制程中专用蚀刻液品质提升的研讨 | 您所在的位置:网站首页 › 蚀刻液msds 氯化铵 氨水 › 对PCB制程中专用蚀刻液品质提升的研讨 |
对PCB制程中专用蚀刻液品质提升的研讨
|
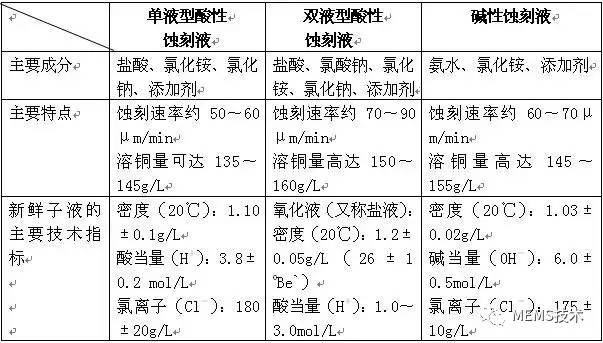
2、氯化铜型蚀刻液主要化学成份及技术性能: ①、单液型酸性蚀刻液:(新鲜子液) 盐酸(31%) 360~400ml/L 氯化钠(工业一级) 10~20g/L 氯化铵(农用级) 80~120g/L 添加剂 适量 水 余量 ②、双液型酸性蚀刻液:(新鲜子液=氧化液+盐酸) A、氧化液(盐液) 氯酸钠(工业一级) 160~220g/L 氯化钠(工业一级) 100~150g/L 氯化铵(农用级) 30~50g/L 添加剂 适量 水 余量 B、盐酸(31%) 按蚀刻工艺要求,确定加入盐酸的摩尔浓度,一般刚性板控制在2.0~3.0mol/L,挠性板控制在1.5~2.0mol/L。 注:氧化液和盐酸应分开贮存,使用时按蚀刻工艺要求, 经两根管输送至蚀刻机的蚀刻缸内。 ③、碱性蚀刻液:(新鲜子液) 氨水(21~25%) 400~600ml/L 氯化铵(农用级) 230~265g/L 添加剂 适量 水 余量 ④、技术性能汇总表
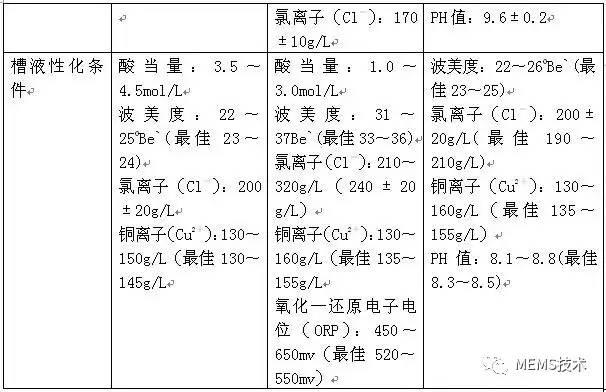
四、氯化铜型蚀刻液质量的评定: 蚀刻液质量好坏的评定,通常从蚀刻系数、蚀刻速率和溶铜量三方面来衡量。 1、蚀刻系数(又称蚀刻因子) 蚀刻系数以T/X表示,蚀刻系数与蚀刻液的特性、蚀刻方法、蚀刻温度有关,蚀刻系数越大越好,侧蚀发生在抗蚀层下面导线侧壁的蚀刻,侧蚀量越小越好。 T——铜箔的厚度(mil) X——侧蚀量(mil) 侧蚀量=[蚀刻后底线的宽度(即下线宽度)- 蚀刻后上线的宽度]÷2 具体如下图所示:
①、蚀刻系数的计算: 蚀刻系数(T/X)=铜箔厚度T(mil)÷侧蚀量(mil) ②、不同厚度的铜箔,允许侧蚀的总量如下表:
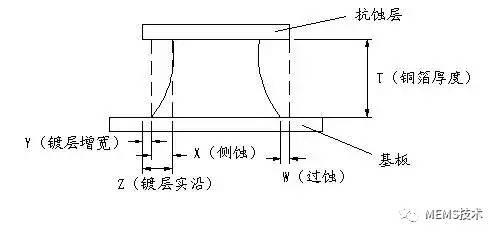
品质优良的单液型酸性蚀刻液的蚀刻系数应达到3,品质优良的双液型酸性蚀刻液蚀刻系数应达到3.5~4.5,品质优良的碱性蚀刻液的蚀刻系数应达到3~3.5。 2、蚀刻速率(μm/min): 蚀刻速率 常以蚀刻液在单位时间内溶解铜箔的深度,或溶解一定厚度铜箔所需要的时间表示。 ①、单液型酸性蚀刻液的蚀刻速率 浸泡式:0.20~0.28 mil/min(平均约为6μm /min) 喷淋式:2.0~3.0 mil/min(平均约为60μm /min) ②、双液型酸性蚀刻液的蚀刻速率 浸泡式:0.28~0.36mil/min(平均约为9μm /min) 喷淋式:3.2~4.0 mil/min(平均约为90μm /min) ③、碱性蚀刻液的蚀刻速率 浸泡式:0.24~0.32 mil/min(平均约为7μm /min) 喷淋式:2.40~3.20 mil/min(平均约为70μm /min) ④、蚀刻速率的检测方法及计算公式: A、检测方法 取5×5(Cm2)的正方形方覆铜板,经除油剂和清水清洗后,放至鼓风干燥箱内,于103℃温度下烘烤30min,然后放入干燥器中,冷却至室温后(室温25℃),称其重量(m1)。准确至0.0001g。 取一定量的蚀刻液倒入250ml的烧杯内,将称重后的覆铜板置于其中浸泡2min,然后取出并用清水清洗干净, 放至鼓风干燥箱内,于103℃温度下烘烤30min,然后放入干燥器中,冷却至室温后(室温25℃),称其重量(m2)。准确至0.0001g。 B、蚀刻速率的计算 V(μm /min)=(m1-m2)/(ρ×S×T)×10000 式中: V(μm /min)——蚀刻速率 m1(g)——蚀刻前覆铜板的重量 m2(g)——蚀刻后覆铜板的重量 ρ(g/Cm3)——铜的密度:8.92 S(Cm2)——覆铜板面积:5×5=25。如果使用的是双面覆铜板,则还应×2 T(min)——浸泡时间:2 10000——换算系数。(1Cm=10mm=10000μm) 3、溶铜量(g/L): 溶铜量----每单位体积(升)蚀刻液可溶解铜的重量(克),用g/L表示。 ①、品质优良的单液型酸性蚀刻液溶铜量为140±5g/L。 ②、品质优良的双液型酸性蚀刻液溶铜量为160±5g/L。 ③、品质优良的碱性蚀刻液溶铜量为155±5g/L。 五、影响氯化铜型蚀刻液技术性能的因素: 1、新鲜子液对蚀刻液技术性能的影响 ①、盐酸的影响 盐酸对铜的腐蚀是电化学腐蚀(电解腐蚀),因低电位的酸液不可能对高电位的铜产生腐蚀,只有有氧或氧化物存在时, 使其电极电位提高至比铜高后,铜才会被盐酸腐蚀。腐蚀是阳极化反应(去电子)。 总的反应是:2Cu + O2 + 4HCl——>CuCl2 + 2H2O 随着盐酸浓度的增加,蚀刻的速度将会加快,但浓过高,酸的挥发大,不仅易造成对设备的腐蚀,而且氯化铜的溶解度也随之降低。 对单液型酸性蚀刻液而言,盐酸量一般控制在4mol/L(即146g/L) 左右,折算成31%浓度的盐酸为470g/L(即408ml/L)。 对双液型酸性蚀刻液而言,盐酸量绝对不可以超过3mol/L,折算成31%浓度的盐酸为353g/L(即305ml/L)。实际上,一般硬板2.0~2.5mol/L的诸多,挠性板多为1.5~2.0mol/L。 ②、氯化物的种类和氯离子的影响 盐酸对铜的腐蚀作用十分有限,主要依赖氯对铜的腐蚀。氯对铜的腐蚀是化学腐蚀(非电解质腐蚀)。 在蚀刻过程中,所生成不溶于水的氯化亚铜会在铜的表面形成一层亚铜膜,阻止蚀刻的进一步进行,只有提供足够量的氯离子,与氯化亚铜络合生成可溶性的(CuCl3)2-,而从铜的表面溶解下来,才能提高蚀刻速率。盐酸、氯化铵、氯化钠、都是氯离子的提供者。 总体而言,由于铜是具有不完全的d—轨道电子层,所以它是一个很好的络合物形成体。溶液中有充足的氯离子存在的条件下,铜可形成四个配位键,有四种存在形式: 二价铜络合离子形式存在(CU2+)以[Cu2+Cl4]2-,可以演变为H2CuCl4 一价铜络合离子形式存在(CU1+)以[Cu2+Cl3]1-,可以演变为2H2〔CuCl3〕。 氯化铜(CuCl2),CuCl2是可溶物。 氯化亚铜(CuCl)。氯化亚铜(CuCl)是不可溶物。 从“①”中已知盐酸的加入量需控制在一定范围内。因此只能用添加氯化铵、氯化钠来补充足够量的氯离子。添加氯化铵对提高蚀刻速度较快,但添加量,也因当槽液的温度降低时,会有铜铵氯化物结晶沉淀的产生,而受到限制。 在酸性蚀刻液的子液中,氯化铵的添加量只宜控制在30~120g/L的范围内。碱性蚀刻液的子液中氯化铵的添加量只宜控制在230~265g/L的范围内。氯化钠对提高蚀刻速度的作用与盐酸十分接近,为增加蚀刻子液中氯离子的含量,可适量加入氯化钠。 ③、氨水的影响 碱性子液PH值是随氨水含量的变化而变化。通常在配制新鲜子液时,PH应控制在9.6±0.2之间,以确保蚀刻过程中,随着氨的消耗,槽液的PH值不断下降,还仍然能维持在8.1~8.8的范围内。 ④、添加剂的影响 子液中添加剂的加入量一般都控制在1‰的范围内, 量需然很少, 但作用巨大。 蝕刻液的添加剂主要作用是:其一、能与亚铜离子产生络合反应, 促进铜的溶解。其二、起导氧剂的作用。如:酸性蝕刻液中的氯酸钠, 在有导氧剂存在时, 是强烈的氧化剂 。其三、能改善蝕刻时除铜清洗的效果。 现今,不管是哪个供应商提供的蚀刻液,其主要成份和加入量均大体相同,但品貭量的优劣,基本上是由于所选用的添加剂不同所至。 2、槽液性化指标对蚀刻液技术性能的影响 ①、工艺条件 A、温度 温度每升高10℃,蚀刻速度将增加1倍左右,但温度不宜过高,一般控制在48±2℃之间,过高会引起HCl分解和NH3的挥发,致使蚀刻液的组分失调。 尤其是当酸的浓度过量,同时又出现温度过高,最容易造成抗蚀(抗电镀)材料遭到破坏,产生蚀刻废品。如果温度太低,蚀刻速度也会明显减慢,并且溶液中会有一些铜铵络合物结晶沉淀的产生,造成堵塞喷嘴的现象发生。 B、喷嘴压力 喷嘴的形态和喷嘴的压力,对蚀刻品质带来的影响绝不可忽视,扁形喷嘴与倒垂形喷嘴比较起来,不仅喷淋的角度加大,而且喷淋的压力更均匀,对提高蚀刻均匀性起到十分明显的作用。 一般而言, 喷嘴压力的控制,上喷嘴为2.0~2.5Kg/Cm3, 下喷嘴为1.5~2.0Kg/Cm3, 上喷嘴压力稍大,以便消除板面的水坑效应。 C、走板速度 目前,蚀刻机的规格型号多种多样,无论是手动或自动生产线均没有统一的标准。光就蚀刻缸的长度而言,就有2米、3米、4米、5米、6米、8米不等。 走板速度是由蚀刻完成时间来确定,蚀刻完成时间(min)=铜箔的厚度(μm)÷蚀刻速率(μm/min)。 走板速度(m/min)=有效蚀刻距离(m)÷蚀刻完成时间(min)。 十分明显,走板速度同时受到蚀刻液的蚀刻速率,线路板铜箔的厚度,蚀刻机蚀刻缸的长度的制约,线路板厂均应依据自身蚀刻设备条件,而选择合适的走板速度。 注:有效蚀刻距离(m)=¾蚀刻缸的长度。(例如:蚀刻缸为2米,有效蚀刻距离为2×¾=1.5米)。 D、负载量 始终维持蚀刻液处于稳定的质量状态,就必须有一个较为稳定的负载量,即单位时间内处理板的面积相对隐定。不要忽多忽少,忽快忽慢,停停打打, 不要不同面积、不同厚度的板穿扦在一起处理,这样做均会造成蚀刻质量出现问题。 六、提升氯化铜型蚀刻液技术性能的方法: 1、控制好槽液比重(波美度)的变化 随着蚀刻的不断进行,槽液中的铜含量也随之增加, 研究表明,槽液中二价铜离子的含量160g/L以上时,蚀刻的速度不但不增加,反而会降低,并开始有沉淀的产生。 为了保证蚀刻速率的恒定,必须把溶液中的Cu2+含量控制在一定期范围内。单液型酸性蚀刻液铜含量控制在120~145 g/L之间,槽液密度为1.180~1.20g/cm3,(即22~24°Be´)。 双液型酸性蚀刻液铜含量控制在130~160 g/L之间,槽液密度为1.270~1.345g/cm3,(即31~37°Be´)。碱性蚀刻液铜含量控制在125~155g/L之间,槽液密度为1.185~1.215g/cm3,(即22.5~25.5°Be´)。 注:以上数据为常温(25℃)下的铜含量与密度(或波美度)的对应值,若需推算出作业温度(50℃)下槽液的密度和铜含量,其经验值是:50℃密度比25℃时轻0.01 g/Cm3,含铜量约差10 g/L。 在实际生产中,采用比重自动控制器的方法,来控制槽液的密度(°Be´),当比重超过一定值时,控制系统就会起动自动添加系统,将蚀刻子液添加至蚀刻缸中,并同将部份母液从蚀刻缸中置换出来, 使槽液的比重调整到规定的合理工艺范围内。 蚀刻液中二价铜的浓度对蚀刻时间的影响。见下图:
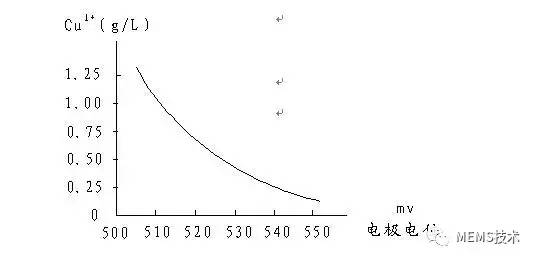
△、假如采用手动控制槽液的置换量,最准确的方法是: 置换量(升)=(分析值-规定值)÷(分析值×总体积) 式中:分析值—化验出的槽液铜离子含量(g/L) 规定值—规定的槽液最低铜离子含量(g/L)如130 g/L 总体积—蚀刻缸蚀刻液的总量(升) △、经验方法 置换量(升)为总体积的20~25%。 2、控制一价铜的发生量 蚀刻过程,实质上是一个氧化—还原的过程。会有一价铜的产生,至使槽液的氧化—还原电子电位发生变化, 随着蚀刻液中一价铜的不断增加,其氧化—还原电位( E0)随之下降。 研究表明:少量的一价铜的存在,都会显著地降低蚀刻速率。例如,在含铜量为120g/L的槽液中,如果有4g是一价铜,蚀刻的速度就会显著地降低,只有尽快地使其氧化成二价铜,始终保持蚀刻槽液中的一价铜含量,在一个很低的范围内(2g/L以下),才能使蚀刻速率稳定。 ①、溶液中一价铜离子浓度与氧化—还原电位之间的关系如下图所示:
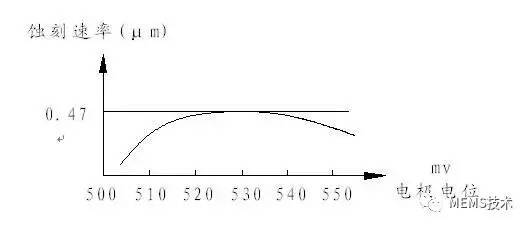
从图中可以看出,当E0为530mv时,(Cu1+)的浓度低于0.4g/L,蚀刻液的蚀刻速度快而且稳定。这是最为理想的工艺参数。氯化铜酸性蚀刻液的管理重点,就是要用控制氧化—还原电位,来达到控制蚀刻液的一价铜离子浓度。 通常在生产过程中,控制氧化—还原电位在530±20mv的范围内。(即一价铜离子浓度1.05~0.4~0.15g/L的范围内)。 一价铜含量所对应氧化—还原电位 1.2g/L 510mv 0.7g/L 520mv 0.4g/L 530mv 0.3g/L 540mv 0.15g/L 550mv ②、氧化—还原电位与蚀刻速率的关系如下图所示:
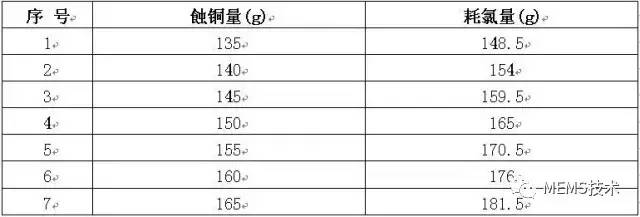
从图中可以看出,氧化—还原电位值为530mv时,蚀刻速率维持在0.47μm/sec,即(28.2μm/min)。对双液型酸性蚀刻液而言。氧化—还原电位控制在510~560mv范围内,(最佳值为520~550mv)。为确保蚀刻速率稳定,控制好蚀刻液中一价铜离子的浓度,就显得十分重要。一般一价铜含量达2g/L时,就必须尽快地将其氧化成二价铜。 同时,研究表明,控制好氧化—还原电位,还能带来蚀刻系数的改善。如果蚀刻液的比重调至32°Be´,酸当量调至1.5mol/L,氧化—还原电位控制为550mv,蚀刻系数将在3~3.5的范围内;如果蚀刻液的比重调至36°Be´,酸当量调至1mol/L,氧化—还原电位控制为520mv,蚀刻系数便基本恒定在4~4.5的之间。这完全能保证满足细密性线路的制作要求。 在生产的实际过程中,采用氧化--还原电位计(ORP)自动控制系统,把蚀刻槽液的氧化—还原电位控制在精确的范围内.能确保蚀刻质量稳定可靠。当双液型酸性蚀刻液槽液的E0低于510mv时,便开启补加盐酸的电磁伐,向槽液中加入盐酸;也同时开启补加氧化液的电磁伐,向槽液中加入氧化液。 一般而言, 盐酸的补加量:氧化液的补加量=2.3 :1(体积比)。此时槽液的E0便会随着补充药液的加入而逐渐升高,当E0升至560mv时,补加仃止。(或根据生产经验,用控制补加时间确定盐酸和氧化液的每一单元补加量。)补加进行的同时,也应将同体积量的废液排出缸外。 ③、消除一价铜的方法 A、补充氧或氧化剂的供给。如: a、向槽液中通入氧气或压缩空气 2Cu2Cl2+4HCl+O2——>4CuCl2+2H2O b、次氯酸钠再生 Cu2Cl2+2HCl+NaOCl ——>2CuCl2+NaCl+H2O c、双氧水再生 Cu2Cl2+2HCl+H2O2 ——>2CuCl2+2H2O d、加入少量含氧酸 B、氯气再生 适量补充氯离子,使一价的氯化亚铜生成二价的氯化铜。 Cu2Cl2+2Cll -2CuCl2 槽液中氯离子的含量应控制在180~220g/L,(最佳值为190~210g/L)。氯离子含量增加,蚀铜量也就增加,但是过高,也会引起对抗蚀金属层的攻击 蝕铜量所对应的耗氯量
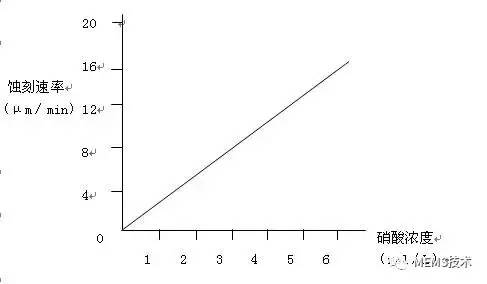
注:蚀刻过程中, 还有15~20%氯气的挥发損耗。 C、选用能与亚铜离子产生络合反应的添加剂 常用的添加剂:酸性蚀刻液如明胶、乙二胺四乙酸(代号EDTA)及其钠盐、碱性蚀刻液如硫脲(代号TU)及其衍生物等无机或有机络合物。研究表明:其对一价铜离子的络合能力仅为一般。 为找到具有:其一、能与亚铜离子产生络合反应, 促进铜的溶解。其二、起导氧剂的作用。其三、能改善蝕刻时除铜清洗的效果。 适合于酸性蚀刻液和碱性蚀刻液的添加剂, 本研究用了近一年的时间, 作了100多次筛选试验, 终于找到两种, 同时具有三种功能的添加剂,分别用作酸、碱性蚀刻液中。 经在惠州仲愷工业园的泰和电子线铬路板厂生产中使用证明, 在对作业条件无需作任何変更的情况下,可将一价铜的发生量控制在1.2g/L之内,蝕铜过程铜面旡任何沾粘物,蚀刻速度提高近30%。 七、硝酸型蚀刻液的探讨: 近叁年来,本公司对硝酸型蚀刻液进行了一些探讨,初步的结果是:硝酸型蚀刻液其蚀刻速度、溶铜量均优于氯化铜型蚀刻液。因铜与稀硝酸反应,沒有一价铜的产生, 因而蚀刻因子高,基本无侧蚀。 1、硝酸蚀刻铜的反应原理 众所周知,氯化铜型蚀刻液,氯与铜的反应是置换反应,为化学反应。而硝酸与铜的反应是氧化—还原反应,为电化学反应。即:铜被硝酸根氧化成Cu2+,而氢被还原。Cu原子从0价升至+2价,即失去6个电子;N从+5价降至+2价,共得到6个电子。铜与硝酸的反应,分两种情况: ①、铜与浓硝酸反应 CU+4HNO3(浓)——> Cu(NO3)2+NO2 +4H2O ②、铜与稀硝酸反应 3CU+8HNO3(稀)——>3Cu(NO3)2+2NO +4H2O 从反应方程式可知,铜与浓硝酸反应过程,分解出红棕色的二氧化碳气体,而与稀硝酸反应,分解出的是无色的一氧化碳气体。 分辨浓或者稀硝酸的界线是:当溶液中硝酸含量≥6mol/L时,称之为浓硝酸溶液,当溶液中硝酸含量3Cu2++ 2NO +4H2O 2、硝酸型蚀刻液的主要成份及其作用 ①、主剂:硝酸 稀硝酸的性能: A、是强氧化性的强酸,能与除Au、Pt外,能与大多数金属和非金属及其他们的化合物发生氧化还原反应 B、不稳定,在光和热的作用下,易发生分解 4HNO3——>2H2O+4NO2 +O2 由于它所具有的性能,不仅硝酸本身直接与铜发生氧化还原反应,生成硝酸铜,与此同时,分解所产生O2与铜反应,生成CuO,进而再与溶铜促进剂反应,生成相应的铜盐。 ②、溶铜促进剂: 硝酸溶液中加入适量的“溶铜促进剂YGX—TU”,因其被氧化而生成多种产物,这些产物对铜的腐蚀能起到加速作用。 ③、阴极去极化剂: 多为氧化物,如硝酸钠、硝酸钾、亚硝酸钠等。其作用是: 2Cu+O2+4HNO3——>2Cu(NO3)2+2H2O ④、氢离子补充剂: 氢离子补充剂能促使反应过程所形成的氮氧化物(gas),还原成稀硝酸,继续与铜反应。 3、影响硝酸型蚀刻液蚀刻速率的因素 ①、硝酸浓度的影响: 硝酸浓度高,蚀刻速度快。 其对应关系如下图所示
②、蚀刻液中铜含量的影响: 因为铜与稀硝酸反应时,没有一价铜的产生,因此,就根本不存在一价铜含量对蚀刻速率影响的问题。二价铜含量对蚀刻速率的影响也完全不同,当槽液中二价铜的含量达到40~50g/L时蚀刻速率迅速升高,直至Cu2+含量升至140~150g/L后, 蚀刻速度才会开始下降。但仍然比氯化铜型蚀刻液的蚀刻速率高出很多。 ③、作业温度的影响: 随着温度的升高,蚀刻速率加快,但温度也不宜过高,一般控制在45±5℃的范围内。温度过高,不仅会加速硝酸的分解,造成溶液组份的比例失调。同时还容易造成对某些抗蚀剂(特别是挠性板干膜)的攻击。在用作挠性板蚀刻时,作业温度宜控制在40±2℃的范围内。 ④、负载量的影响: 铜与硝酸的反应是较为激烈的放热反应,在保证走板速度的同时,应注意控制好走板的负载量,使单位时间内反应放热能与作业控温相一致,以免造成因槽液过度升温带来不良影响。(绝不能采取降低走板速度的办法来控制负载量)。 4、配方的最终确定: 经过正交试验得出的结果是: ①、硝酸的浓度应控制在稀硝酸的范围内(100g/L后, 蚀刻速度已提升至単液型氯化铜蚀刻液蚀刻速度近3倍。 8、寄语 ①、由于硝酸型蚀刻液的蚀刻速度提升为盐酸型蚀刻液的3倍以上, 因此无法用现有的蚀刻机,进行硝酸型蚀刻液的更深入的生产性研发, 有待设计一款新型蚀刻机, 来进行更深入的应用性试验。 ②、在实验室,采用浸泡式的方法,用硝酸型蚀刻液, 曾经对铜厚μm 9的超细线径细密度挠性线路板进行过蚀刻试验, (控温在40℃之内、用时1分23秒), 送樣到原生产该线路板的公司检测,未发现有质量毛病, 无法相信是用手功浸泡式的方法所生产。返回搜狐,查看更多 |

【本文地址】